通电方式的种类
| 上下对焊 | 凸点焊接 | ||
 |
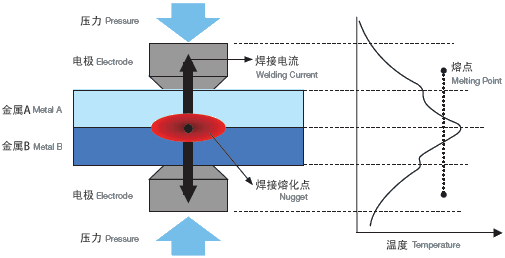
把工件重叠放置上下电极中间,焊接电流从一处电极出发通过工件流向另一处电极。上下点焊是电阻焊中最基本的通电方式。 |
 |
在工件上预先设置凸点使大电流集中的通电方式。比较适合板材的厚度不一致或一点焊多点的产品。 |
| 平行焊 | 间接式焊接 | ||
 |
一次同时焊接两处的焊接方式,两根电极同时与同一工件接触,适用下焊接工件面绝缘或外观件产品。 |
 |
两根平行的电极分别与不同的工件相接触,电流从一处电极通过工件流向另一处电极, 常使用在下部无法放置电极的情况。 |
| 热压焊 | 缝焊 | ||
 |
电极间距非常小的通电方式,由于电极距离近焊点从2个变为1个,较适用于焊接处比较狭小的工件。 |
 |
用圆盘型电极上下夹住工件并施加一定压力通电的焊接方式,是一种连贯的焊接方式,最适合较长的工件。 |
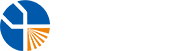
电阻焊金属组合列表
电极
◎电阻焊电极所具备的特性
1.导电率高
2.机械强度高,尤其在高温时期能保持硬度
3.热传导能力强
4.不易与工件粘连(合金化)
◎电极的材质与特点
|
材质 |
主要成分 |
导电率 |
特点 |
通用场合 |
|
铬锆铜 |
CuCr |
80%以上 |
热传导能力和导电率都很高,性价比高。 |
软钢、低合金钢、一般钢材工件表面需保护时(防止温度上升)使用。 |
|
氧化铝铜 |
CuAl2O3 |
78% |
分散强化型合金,机械强度比铬铜高。 |
镀锌板、铝等表面有镀层的材料焊接。 |
|
铍铜 |
CuBe |
55% |
强化型合金,较以上两种合金材料有更高的机械强度。 |
在焊接不锈钢、耐热钢等材料时较铬铜有极好的耐久性。 |
|
钨 |
W |
32% |
高熔点金属,耐热性好,热传递能力差,导电率低。 |
铜(铜多股捻线)、铜合金等材料的焊接。 |
|
钼 |
Mo |
31% |
与钨相比耐久性差,但加工性好,成本低。 |
铜(铜多股捻线)、铜合金等材料的焊接。 |
|
钨铜 |
CuW |
51% |
导电率和热传导能力介于钨与铬锆铜之间,切削性好。 |
精密焊接时使用的电极,此外磨损较慢,电极损耗小。 |
电阻焊时与电极相关的要素包括热平衡、电极的形状及材质。此外,由于工件不同,对电极要求也各不相同,因此选用合适的电极是获得良好焊接质量的保证。
◎常用的电极形状